|
|
|
|

|
|||
|
|||||||||||||||||||||||
 |
How to Make a Folding Carton |
|
What it Is You see them every day, in supermarkets, toy, hardware and department stores; everywhere retail items are sold. They come in all shapes, colors and sizes, ranging from plain, brown, rectangular boxes to exquisitely printed, embossed packaging of such intricate structural design they are almost too beautiful to open |
 Figure 1 courtesy of Mystery Box |
 Figure 2 courtesy of thedieline.com |
A folding carton is one of those everyday items you might take for granted, or perhaps you have asked yourself as you push your shopping cart past aisle after aisle of products on the shelves, "I wonder what goes into making one of these boxes?" Anyone who has ever walked through a "box shop" for the first time is stunned by the complexity and effort involved. Folding carton manufacture is a combination of science, engineering and art; if you wanted to build a state-of-the-art factory from scratch, it would require an investment of tens of millions of dollars in complex, sophisticated equipment, not to mention a commitment to finding the highly skilled pressmen and craftsmen with the knowledge necessary to turn an idea into a finished folding carton. |
|
The key to the nature of a folding carton is in its name. If you are a toy maker, for example,
unless you are a very big company, you are likely to buy your packaging from an outside source,
so the boxes must be shipped to your plant where you will fill them with your toys, then send them on to
the retail stores. Unlike other types of packaging, the folding carton is shipped flat, enabling many more
cartons, perhaps hundreds, to be packed in each corrugated shipping container
At the toy plant, the folding carton is erected either by hand or automatically after which it is filled with product. Freight costs to the end user are therefore much less than rigid packaging, which must be shipped already formed. |
 Figure 3 courtesy of Stevens Box |
 Figure 4 courtesy of Smart Act Technology |
What it is Not When you think of folding cartons, you are not generally thinking of shoe boxes or jewelry boxes. For the most part, this type of packaging, called a rigid, or setup box, is one of the oldest forms of packaging. The panels of these boxes are made from thick, unbending chipboard which are taped or otherwise attached to each other to form the container. They cannot be folded flat as in Figure 3, but are constructed in their final, three-dimensional shape. These boxes usually have a top and a bottom, and may be wrapped with printed or foiled paper as in Folding cartons are also if rarely used as shipping containers this is the province of corrugated boxes. |
What it is Made From

Figure 5 courtesy of Cascades, Inc.
Paperboard is a grade of fiberboard specially manufactured to withstand creasing.
In other words, it will bend or fold without cracking. It is often smoothed and coated to give it
a superior printing surface. The behemoths that make paperboard can be so long it is difficult to see
the entire machine while standing at either end. Figure 5 shows the Cascades Sprague mill machine,
capable of producing over 500 tons of paperboard a day
(http://www.emersonprocess.com/home/news/resources/morephotos.html).
There are two basic grades of paperboard: virgin, made with at least 80% previously unused wood pulp,
and recycled, board made from re-pulped, previously used paperboard. Almost all packaging made with any grade
paperboard is recyclable,making this packaging substrate the most sustainable and environmentally friendly available.

Figure 6 |
Folding cartons may also be made from narrowly fluted corrugated sheets.
Corrugated is made from a fluted medium sandwiched between two liners.
Figure 6 shows the typical thicknesses in use today. To put these in perspective, C flute is the most common type of corrugated used in shipping containers. This material is too thick to produce folding cartons, so production using this substrate is limited to the narrower gauges. |
||
|
It is also possible to combine the strength of corrugated with the graphic superiority of paperboard
through the use of single face laminating. The typical brown top liner of corrugated is replaced
by a thin sheet of bright white paperboard called solid bleached sulphate. The paperboard is printed,
then laminated to the flute, after which the sheet may be converted like any other folding carton. An example made from E flute, courtesy of Accurate Box Company, is shown at right. |
 |
||
| Stages in the Manufacture of a Folding Carton |
|
Package Design
There are two decisions that must be made when designing a folding carton to market,
ship and protect the product inside: what shape will the box take, and what graphics
(images other than type) will be added to identify and sell the product? With advances in computer technology
and CAD (Computer Aided Design), a client may see a full-color, three-dimensional mock-up of the finished
product before any production costs are incurred.
The basic folding carton begins as a simple, two-dimensional, four-sided tube with an extension at one end,
the glue flap, which allows the tube to be folded into its three-dimensional shape.
Various types of closures, such as tuck tops and dust flaps (as seen below in Figure 7)
may be added on the top and bottom of the tube to create the final design.
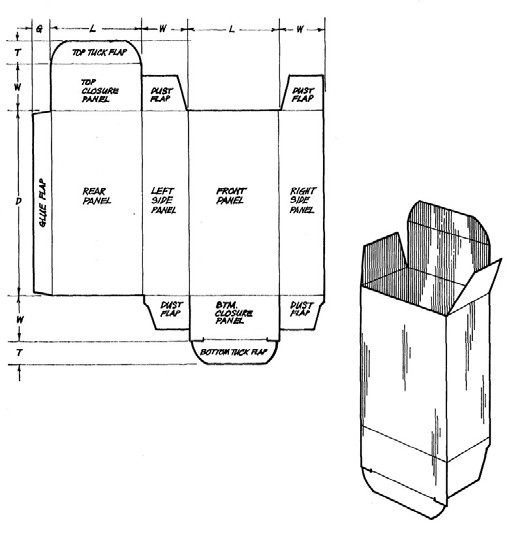
Figure 7
Source: Ideas & Innovations Handbook, Paperboard Packaging Council
Once the shape of the carton has been determined, the graphics and type which will identify and market the product are registered (aligned) to each panel. After the printed sample is approved by the customer, the design moves on to Layout.
Layout
 Figure 8 courtesy RockTenn |
If you look back at Figure 5, at the bottom left of the photograph you will see the large rolls of paperboard
which are the end result of the papermaking process. The paperboard mill slits these very wide rolls
into smaller ones (the rolls in Figure 8 have a 60" diameter) http://www.rocktenn.com that will fit on the converter's equipment ("converter" is another term for the folding carton manufacturer). |
|
| Cartons are not made one at a time, but rather in large sheets or in a continuous stream called a web. Whether printing will be accomplished on a web-fed or sheet-fed press, the individual carton must laid out in a pattern that attains the best use of board (an abbreviated way of saying "paperboard") and the least amount of waste. This raw material may easily account for 35% or more of the total cost of the carton, so efficient utilization is critical. Figure 9 shows a press sheet which will print eight cartons, 4 "up" of two different styles. |
 Figure 9 courtesy of EskoArtwork |
|
Die Making
|
In the modern folding carton plant, the same computer program that generates the structure
of the box and the subsequent production layout is used by the die maker to create a steel rule die Figure 11 shows a 12-up die Many die boards today are cut by laser, insuring a much higher degree of accuracy and consistency between dies. Steel rule knives are then bent and cut to the required shape and fit into the slots burned by the laser. Where the design calls for a crease, the steel rule has a rounded edge that creates a score around which the carton will fold. |
 Figure 10 courtesy of diestec.ca |
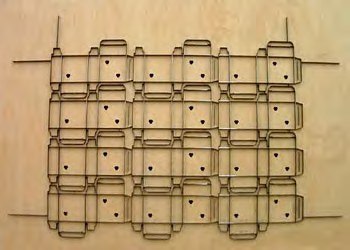 Figure 11 courtesty of Apple Steel Rule Die, Inc. |
Also, note the "nesting" of cartons in Figure 11. The bottom tucks of the top two rows of cartons
are laid into the recesses formed by the boxes below them. Wherever possible, the boxmaker will maximize sheet utilization,
creating as little waste as possible. Rotary dies (Figure 12) are used depending on the diecutting equipment to be used. |
 Figure 12 courtesy of Alpha Stansystemen B. V. |
Sheeting
If paperboard is received into a sheet-fed carton plant in rolls, it must be sheeted in order to be able
to be fed into the presses. This is the first step in the converting process, where raw material, paperboard,
is converted into packaging.
A Word About "Grain"
The slurry which enters the "wet end" of the paper making machine is about 99% water and 1% wood fiber.
Through the giant length of the machine (Figure 5), as water is pressed and dried from the wood pulp,
the individual solid fibers are aligned in the direction the slurry is traveling as it makes its way
toward the "dry end," where the resulting paperboard contains about 5% moisture. This alignment is called grain,
and in the carton shop, folding a score on a box that runs with the grain is much easier
than folding it across the grain.
Back at the sheeter, a mill roll 28" wide is being pulled off an unwind stand and cut into sheets 28" X 40".
The grain direction always runs in the same direction in which the board was made, which in the sheeter is called
the cutoff, in this case the 40" length of the sheet. For consistency, grain direction is always expressed
as the second dimension of a sheet of paperboard. A good packaging designer will use grain to his or her advantage
to make a box that sets up easily and closes securely. The way a box is laid out on a sheet can mean the difference
between a tuck flap closure that locks securely or one that won't lay flat and wants to pop open when it shouldn't.
Printing
Screen Printing Basic
|
Traditional printing presses cannot print continuous tones: smooth graduations from light to dark tones
of the same color. The way printers have gotten around this problem is to create an optical illusion called
a halftone. Look at any photograph in a newspaper through a magnifying glass and you will see that
it is composed of thousands of dots (Figure 13). The halftone converts a continuous tone into a pattern
of solid dots. The dots are either very small for highlighted areas or very large (relatively speaking)
for shadows. (In stochastic screens, the dots are all the same size, but randomly distributed,
producing a similar effect.) Viewed at a distance, the eye cannot distinguish between these tiny printed motes, and fills in the missing information to "reform" the image as a continuous tone (see Figure 14). |
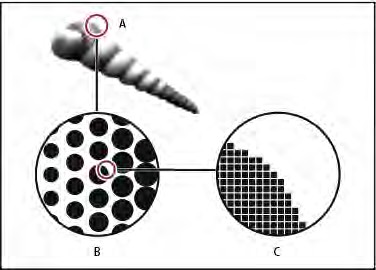 Figure 13 courtesy of Adobe |
  Figure 15 courtesy of Wikipedia |
Color images are created in the same way. A color photograph of continuous tone is separated and screened into the four
process colors: cyan, magenta, yellow and black (CMYK). By combining various combinations of CMYK dots
of differing sizes, many more colors may be simulated. These are called manufactured colors.
See an example of how the four process colors combine to form the final image in Figure 15. Most, but not all colors may be reproduced with process inks. The Hexachrome system adds orange and green to the original four, increasing the spectrum of colors that may be manufactured. However, some colors, such as grays, reds and violets do not manufacture perfectly from a combination of the four CMYK inks. In this case, these colors may be matched by a single spot color ink, providing there are enough units on the press. The number of halftones that are printed in a linear inch is called line screen. It's value is expressed as Lines per Inch (LPI). Newspapers, which are printed on porous, lower quality paper may require as little as a 70 line screen to reproduce a reasonably sharp image, but high quality images printed on packaging will typically be printed between 133 and 150 LPI. Glossy, color magazine print may go as high as 300 LPI or more. |
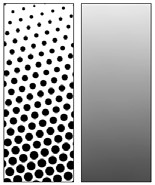 Figure 14 |
Pre-press
How does original artwork wind up on the finished folding carton? In the old days (the distant 1980's),
just about every printer using offset lithography, which will be described below, made films from four-color negatives
which were then exposed onto printing plates, and they in turn were hung (attached to the plate cylinder)
on the press, one printing unit for each color. If the customer required a color that could not be manufactured
from the basic four (cyan, magenta, yellow, black) and the printer only had a printing press with four stations,
this spot color would require a second pass once the first four colors were laid down.
In the modern pre-press room, the need for the intermediary step of creating films is rapidly disappearing.
Computer-to-Plate CtP) technology allows the image (now computerized with desktop publishing software)
to be output directly to the printing plate.
The next step, in limited use as of this writing, is Digital Imaging (DI), which removes films and plates altogether.
A computer attached to the press applies the multi-color image to the paperboard in much the same way that toner
is applied to create an image in an office copy machine.
The Four Primary Printing Processes
|
Letterpress is the oldest method of putting ink on paper. If you have an original Gutenberg Bible gracing your library (Figure 16), you've got one of the first examples of the result of this invention, dating from the mid-fifteenth century. You've also got one of only 42 remaining copies of the original 180, and Interpol would like to have a word with you. The illustrations, by the way, were painstakingly and beautifully added by hand. |
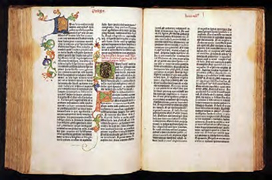 Figure 16 courtesy of the Gutenberg Museum, Mainz, Germany |
|
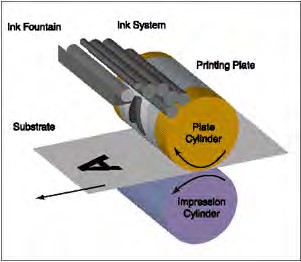 Figure 17 courtesy of Aloneftis Andreas |
In letterpress, the image or words which are to be printed are raised above the surface of the plate. When the image is inked and pressed against the substrate, only the elevated area prints (Figure 17). This method is still in use today by cartonmakers, primarily for short runs and jobs requiring simple or no graphics. |
|
|
Gravure, or rotogravure printing is the opposite of letterpress printing (and also flexography, discussed below).
Instead of a raised image area, the gravure cylinder is engraved, etched with thousands of tiny cells where the image
will print. The cylinder rotates in an ink bath, a doctor blade then scrapes of the excess ink, and the image is
transferred to the substrate as it passes between the gravure cylinder and an impression cylinder (Figure 18). Gravure printing can deliver very high quality work, producing solid color, good coverage and clean multi-color process work which will not deteriorate over the course of the run. It is also excellent for applying fluorescent and metallic inks. Most gravure presses in the carton industry are of the web-fed variety. They may have six or more printing stations, one or two of which may be able to print on the back of the sheet (a capability known as perfecting). At the delivery end of many of these types of printing presses is an integrated diecutting station, so both printing and cutting and creasing ("cutting and creasing" is one operation) are accomplished in one pass. Some gravure presses, however, may print roll-to-roll, requiring a separate diecutting press. Because of the expense of manufacturing each one-of-a-kind gravure cylinder, this method of printing is usually reserved for very long runs and repeat work. |
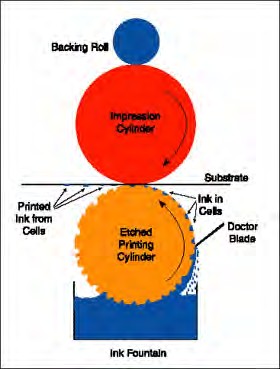 Figure 18 courtesy of Aloneftis Andreas |
|
|
The third method of putting ink to paperboard is flexography, commonly known as flexo. It is an adaptation of letterpress because it uses a rubber or photopolymer printing plate with raised surfaces that carry the ink. But in flexo, the ink is transferred to an anilox roll, which, similar to a gravure cylinder, carries a fixed volume of ink on its knurled surface. This roll then transfers the ink to the raised image areas on the flexo plate (Figure 19). |
||
|
Improvements is flexo technology are challenging the print quality of gravure and lithography. Flexo presses are always web-fed, but may have in-line rotary or flat bed die cutting units at the delivery end. This means it is possible to start with a roll of unprinted paperboard at the feed end of the flexo press, and finish with printed, die cut and scored folding carton blanks at the delivery, ready for windowing, gluing or other finishing. |
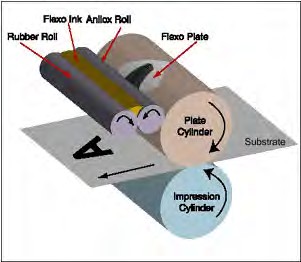 Figure 19 courtesy of Aloneftis Andreas |
|
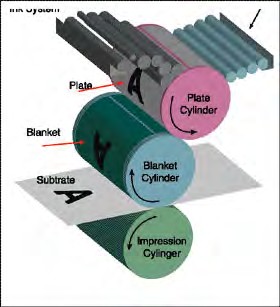 Figure 20 courtesy of Aloneftis Andreas |
The last major printing technique is called lithography, more commonly litho or offset printing. Lithography is based on the principal that basically, oil and water don't mix. There is no raised surface on the printing plate; that is, it is planographic, consisting of imaging surfaces that repel water, and non-printing surfaces that attract it. The printing plate is attached to a cylinder that is covered in water before the ink is applied. When the ink is delivered to the plate, it adheres only to the image area. As the plate cylinder turns, the ink is transferred to a blanket cylinder which does the actual printing to the substrate (Figure 20). |
|
|
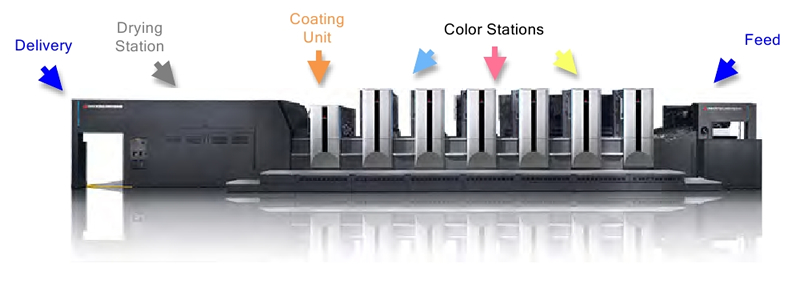
For the folding carton industry, offset lithography has long been the domain of the highest possible print quality.
Improvements in computer and press technology however, are leveling the playing field so that purchasing decisions
can be made more and more on other factors, such as run length, setup times and the cost of makeready materials
such as plates, blankets and ink. The ink is laid down one color at a time as can be seen in Figure 21 Afterwards, an inline coating may be applied to provide gloss and protect the inks from rubbing and smudging, or to impart water, grease or chemical resistance to the printing and substrate. Coatings may also be applied off-line. These days, cartonmakers make every effort to insure that all waste is recyclable and that every material used leaves the minimal carbon footprint. |
 Figure 21 courtesy of Wikoff Color Corporation |
|
The photograph of the multi-color offset sheet fed press below is courtesy of MLP, U.S.A.
The KBA Rapida 106, which can reach speeds up to 18,000 sheets per hour, and some of its printed output:


 Above: The Roland 500 is capable of adding inline cold foil stamping. |
Below: Komori's Lithrone S29 offset press with coating and infrared drying stations. 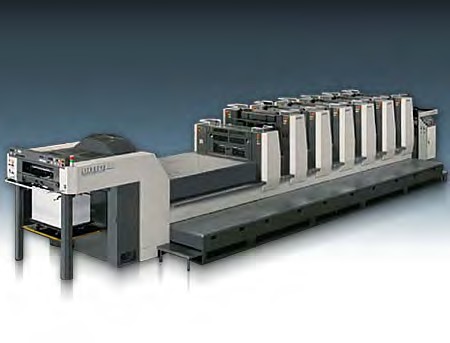
|
Cutting & Creasing
Once a sheet or web of paperboard has been printed, the shape of the container created in the design phase is used
to manufacture the cutting die (either flatbed or rotary as illustrated in Figures 10 and 11 above).
Think of the die as an elaborate cookie cutter.
Back in the early days of folding carton manufacture, printing was accomplished primarily on flatbed presses. The sheet was
hand-fed into the press, wrapped around a rotating cylinder and printed as it passed over a reciprocating letterpress die
moving back and forth beneath it (Figure 21 - ).
By removing the ink rollers and replacing the printing die with a cutting and creasing die, this same configuration
could be used to cut and score the dried, printed sheet.

Figure 21 courtesy of John W. Fleischman
http://www.aliciapatterson.org/APF001977/Fleischman/Fleischman05/Fleischman05.html
|
Today, in the modern reciprocal diecutter, the die moves up and down, not back and forth (Figure 22). The pile of printed sheets is fed from the right, registered on the feed board (the blue arrow) and pulled into the cutting station. The steel rule die is secured to a reciprocating platen which descends with precise timing and many hundred tons of pressure onto the sheet. This presses the sheet onto a counter plate which does two things: provides a stable surface against which the knives in the die can cut, and holds the female channels that receive the male scores in the die (Figure 23). These channels help create scores that will not crack upon folding when the carton is glued and subsequently erected and filled with product. Embossing or debossing may also be accomplished in the cutting and creasing station (Figure 24). After the sheet leaves this section of the press, it is held together by tiny nicks in the die that keep it from falling apart until it reaches the stripping station. At this point, all internal and side waste is trimmed away. Some presses may even deliver separated and counted individual piles of cartons, neatly stacked and ready for the next converting process (Figure 25). A press this size, which can handle a sheet up to 44 X 64 inches, may reach speeds as high as 7,000 sheets per hour. |
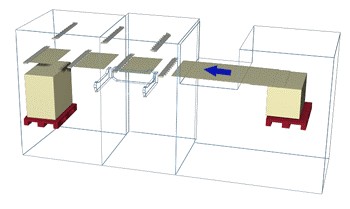 Figure 22 courtesy of Bobst Group Inc. |
|
 Figures 23 courtesy of Atlas Die, LLC |
||
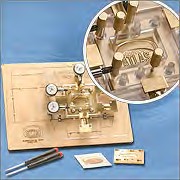 Figure 24 courtesy of Atlas Die, LLC |

Figure 25 courtesy of Bobst Group Inc.
Rotary or flatbed diecutting may also be accomplished in-line at the end of a flexographic or gravure printing press. The Gallus/BHS flexographic press below is an example of a web press that starts with blank paperboard rolls at the feed end and delivers printed, diecut and scored carton blanks. This press can run at speeds up to 500 feet per minute.

Stripping of Waste
Whether the folding carton is printed on a web or sheet-fed press, internal and external waste must be
stripped away before additional finishing is completed. In some cases, this is done after diecutting is complete.
Pallet loads of sheets held together by nicks in the die are moved to an area where waste is manually removed either
with hand-held hammers and chisels, or even jack hammers.
More and more frequently, internal carton waste and trim from the edges of the sheet are automatically removed
as part of the cutting and creasing process. For an excellent animation of the entire diecutting process, including waste
removal, cut and paste the following link, courtesy of Heidelberg USA, into your browser.
http://www.heidelberg.com/www/html/en/content/articles/solution/packaging/folding_carton/die_cutting/overview
|
A routine part of all folding carton production: stripped waste is collected, sorted by grade and baled for resale and recycling. This waste is repulped and remanufactured into new paperboard that may be converted into new folding cartons over and over again. |
 Photo courtesy of AB GREEN Global GmbH |
Other Finishing
Several other visual and practical enhancements may be made to folding cartons before they are glued, packed and shipped
to the customer. These may include, among others:
• Foil Stamping
• Embossing/Debossing
• Windowing
Foil Stamping
|
The consumer's eye is easily caught by packaging that stands out on the shelf. One way to accomplish this
is by applying bright foil to all or part of the box. More than in just gold or silver, foil now comes
in a dizzying array of colors and patterns, even lasered or holographic, like the boxes on the right. http://www.jtpl.net/index.php?page=fmcg |
 |
|
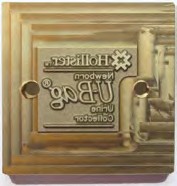 |
This process is also known as hot stamping, since heat applied to a metal plate with an engraved image
improves the release of the foil from its carrier roll as it is pressed onto the paperboard
(example on left courtesy of Illinois Engraving). http://www.illinoisengraving.com/id10.html Note that the image in this brass die is reversed; it will be right-reading once the foil is transferred onto the substrate. Foil stamping presses may be either simple, hand-fed machines or sophisticated, high speed production centers like the ones below from Bobst and Steuer. |
|
 |
 |
Embossing/Debossing
|
Embossing places a raised image on a box. Debossing presses an image into the surface of the paperboard.
A score that will allow a carton to fold without cracking requires a female channel into which the steel
creasing rule will press the paperboard. In the same way, the more elaborate images pressed into a box panel
for debossing or embossing requires both a raised male die and a recessed female die (Figure 26). http://www.infinitystamps.com/embossing.html |
 Figure 26 courtesy of Infinity Stamps, Inc. |
Debossing dies may be imbedded in the folding carton die itself so that when the platen descends,
the image is pressed into the paperboard. If the embossing die is placed on the counter plate,
the printed side of the sheet will be pushed up, forming a raised, or embossed image.
Windowing
Sometimes there's no substitute for seeing what's inside the box. But placing and gluing a rectangular patch of window film
in precisely the right spot over a cutout on a folding carton is no simple matter. Here is how it's done.
 |
|
 Figure 27 courtesy of Kohmann, Inc. (Note the rubber rectangles where glue is applied.) |
||
 Figure 28 courtesy of Diamond Packaging |
Windowing is not limited to the simple style shown above. Technology today allows for rigid, scored windows
that cross two or more panels (Figure 28). Equipment is even available that completely seals the inner surface of the carton so that, combined with a window, the consumer can see at a glance how much liquid remains in the container. |
|||
 Pick and Place Window Machine courtesy of Heiber + Schröder |
Finishing
 Figure 30 courtesy of Superior Lithographics |
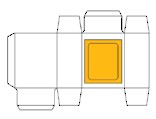
Up until this point, the folding carton has remained a flat, essentially two-dimensional blank,
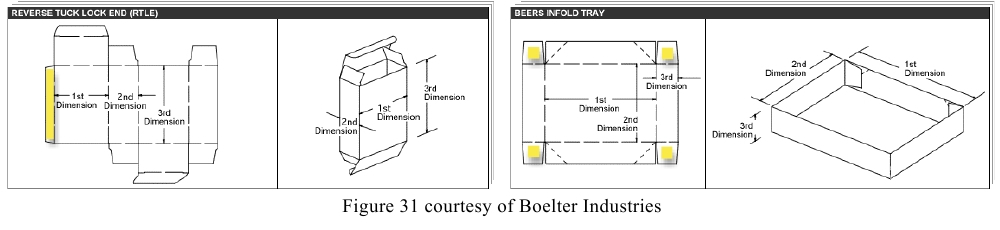
unusable by the customer. The final box must be folded, glued and shipped flat (Figure 30). http://www.suplitho.com/capabilities.php When it reaches the customer it will be opened, formed into a tube and filled with product. In order for this to happen, adhesive must be applied to one or more "manufacturer's seals." In Figure 31 below, the areas where the folding carton manufacturer will apply adhesive are marked in yellow. (Note that with the beers tray on the right, the glue will actually be applied to the opposite side, then folded back on itself. Alternatively, adhesive may be applied to the triangular folds of the side panels. To visualize this process better, paste Link 32, courtesy of Heidelberg USA into your browser and click on "4 Corner Collapsible Box.") |
To make it possible for the customer to easily open the carton for product insertion, two box scores must be pre-broken, tearing the fibers along those creases. This is especially important when product will not be put into the cartons by hand, but automatically machine-filled. An excellent animation from Heidelberg showing which scores are broken, how the box is glued at the carton plant and ultimately erected by the customer can be seen by pasting the link below into your browser.
Gluing can be either timed or untimed. In untimed gluing, adhesive need only be applied to the strip lying
outside the interior of the box (as in the reverse tuck in Figure 31 above). When this is the case, cartons can travel
as fast as the belt carrying them through the gluer will allow. The glue flaps of these cartons pass over a rotating wheel
immersed in a bath of adhesive after which the box is folded upon itself and sealed. To see an animation of this process,
click on Link 32 above and select Straightline Folding Carton.
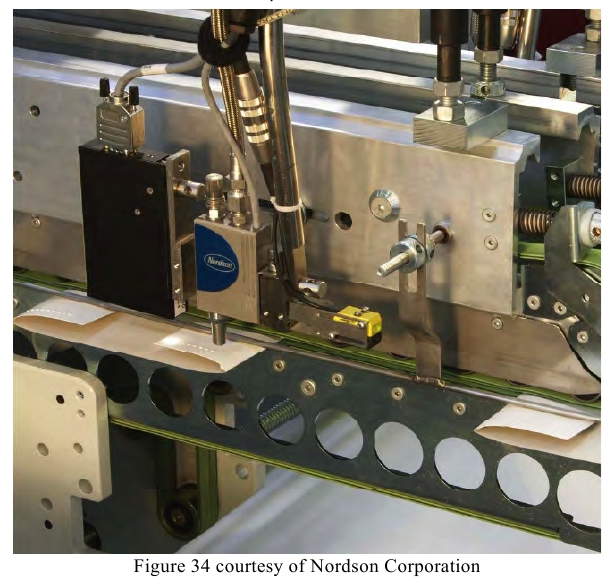
However, as application systems and gluer technology has become more advanced, complex patterns of adhesive can be applied
without sacrificing productivity. Cold or hot adhesive may be applied by ejecting precise beads of glue
wherever they are required (Figure 34).
As the carton passes through the machine, scores are pre-broken, adhesive is applied and glued panels
are folded together. Before the boxes can be packed in corrugated shippers at the end of the line, however,
they must pass through a compression section which not only gives the adhesive time to set up,
but reduces "fluff," the tendency for the box to spring open, allowing for maximum pack counts when shipping.
Examples of these complex pieces of finishing equipment can be seen below.
The first is the Bobst Alpina 130.
The second is the Heidelberg Diana Pro.
Depending on the size of the blank, both these machines can run at speeds up to 200,000 cartons per hour.


If a picture is worth a thousand words, a movie speaks volumes. To get a better feel for the productivity possible in the glue department, and to see an example of automatic case packing, paste the link below into your browser, courtesy of Oracle Packaging.
http://www.youtube.com/watch?v=rI-2uk5ei2k
Summary
The design and manufacture of a folding carton is a combination of both art and technology.
The investment in talent and equipment is substantial, but the result is a package that protects
and markets consumer products like no other.
The substrates used are not only renewable but recyclable, homegrown right here in the United States.
The American forest products industry is committed to sustainability. More trees destined to become folding cartons
are planted each year than are harvested. The responsibility for increasing the percentage of paperboard recycled is
up to all of us. Please participate in your community's recycling program, and urge your local governments
to provide for and facilitate the recycling of used paperboard packaging.
For more information, please contact PPC.
Paperboard Packaging Council
1350 Main Street, Suite 1508
Springfield, MA 01103-1628
Phone: 413.686.9191
Fax: 413.747.7777
E-mail: info@ppcnet.org